 |
Vancouver
Wire EDM |
|
Vancouver Tel: 604-899-8977 Fax: 604-899-0959
|
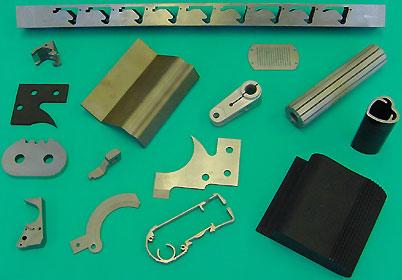
TIPS FOR CLIENTS
LOOKING TO SAVE COSTS WITH WIRE EDM
Most of our clients
are purchasers, engineers and machinists, trying to reduce costs and optimize
design. We have assembled this sheet of helpful points to help you minimize
costs and improve design for manufacturability. Refer to our tips below for
purchasers and designers and engineers.
TIPS FOR PURCHASERS
- Order
as many parts as you can every time you place an order.
Each order requires me to set up the machine; you want to amortize the setup
fee into as many parts as possible.
Also, bigger orders often allow me to cut more parts from a bigger block so
you get a better deal from the automation that becomes possible.
Third, with a bigger order, I can justify tuning the program and cutting conditions
to speed up the cut to the maximum possible.
Fourth, I can justify making a better, more efficient setup
Fifth, if your parts are thin, I can stack them and greatly reduce the price
per part.
- Supply
your own material and avoid paying my markup
- Be
flexible on your delivery date so you can capitalize on the best rates.
If you have a hot rush job, I will do my best to accommodate your needs, but
you will pay more to be pushed to the head of the line. Rush fees typically
add 50% to the cost of a job.
TIPS FOR DESIGNERS
AND ENGINEERS
- Set
your tolerances and finish requirements as liberally as possible
Make them tight only where you need to.
The new machine can easily cut within 0.001” on a single pass but there
will be significant geometric errors mostly from wire lag and material movement
as the stresses in it relax when it’s cut. Expect most single pass cut
parts to be within 0.003” but they will often be much better than that…it
all depends on how the stresses move the developing part around.
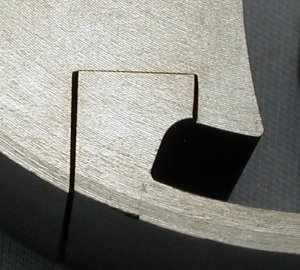
Here’s an example of stress release in a cut: you can see how much the
cut kerf has collapsed.
Multiple finish passes are more expensive but will get you micron level precision
if you need it.
If you specify on your print, which features need to be cut accurately, I
can skim cut only those features and leave everything else with first pass
precision and finish.
The same is true for fine finishes…specify them only where you need
them.
The easiest way to communicate this is to mark the print or model with colors
where you need special precision or fine finish.
- Set
your minimum internal radii bigger than 0.0053” (0.135mm)
The machine is normally set up with 0.010” (0.25mm) wire…I can
change it to 0.006” (0.152mm) wire to give you 0.0033”(0.084mm)
but I’ll need to set up the machine specially, which incurs a wire change
charge of $80.00.
Small wire also cuts much more slowly and cannot cut very tall workpieces;
2” (50mm) is pretty much the upper limit for reasonable machining times
with 0.006” wire.
If you need a particularly sharp internal corner, ask me for design options
for clearing the corner.
- Accept
cutoff stubs:
All male parts need to be cut while attached to their raw stock by a small
tab (at least one tab, sometimes more).
Once the part is finished the tab is cut through with the wire and leaves
a small stub sticking out from the surface of the part.
It is possible to remove this vestige perfectly, but it requires making a
fixture to hold the part, and successively skimming the vestige away until
it just disappears.
This is expensive to do, compared to finding a place where the stub doesn’t
matter and just leaving it.
Alternatively, if the stub location is well chosen, it can be removed by surface
grinding, milling or even hand stoning under the microscope.
I will help you find the best locations on your part and decide on a strategy
with you that gives you what you need at the best possible price.
Here is a part still attached to its stock and about to be cut free leaving
a stub:
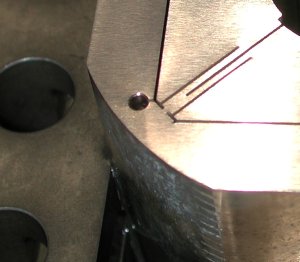
The tab will
be left on the corner where it doesn’t matter.
- Make
your own:
If you have access to an in-house machine shop you can save considerable cost
by building your own fixtures, preparing your own stock, finishing your cutoff
vestiges etc.
Please do not build anything without consulting with me first…there
are some specific things you must do to make a useful job of it.
None of it is complicated, but if it’s not done properly it’s
worse than useless.
You can find machinists' instructions here.
- Don’t
forget: wire EDM can only cut electrically conductive materials
- Send
me models (Parasolid version 11.1) or DXF files instead of PDF files for quoting.
I need to interrogate the file to find out how long the cut path is…I
can’t do that efficiently from a PDF file.
Send them to: marcus@implant-mechanix.com